One of the distinguishing features of EB welding is that it requires a vacuum to be successful. Why is this?
1) Prevents Beam Dissipation
The Electron Beam is a focused stream of electrons of tiny mass but travelling at incredible speed. When a supercharged electron collides with a comparatively huge oxygen or nitrogen atom in the air, it careers off at an angle. This scatters and dissipates the beam deflecting energy and defocusing the beam. To ensure consistent weld quality and weld profile a vacuum of 10 ppm or better is required.
2) Prevents Oxidation
Under normal atmospheric conditions, many commonly used metals – including steel – will oxides (rust). Many high performance materials such as Titanium and high strength heat resistant metals are unusable if exposed to air at high temperatures. As EBW is mainly a process of melting the abutting faces of the components, without filler material, this is a remelt of parent material in a vacuum, resulting in parent metal integrity.
The vacuum chamber used by electron-beam welding machines provides a fail-safe, belts and braces approach to this problem by removing all air surrounding the component. It isn’t only EB welding that has to deal with the problem of oxidation. Tungsten Inert Gas (TIG) welding shields the seam with a blanket of inert argon or helium to prevent oxidation until the melted material cools.
3) Damage Prevention
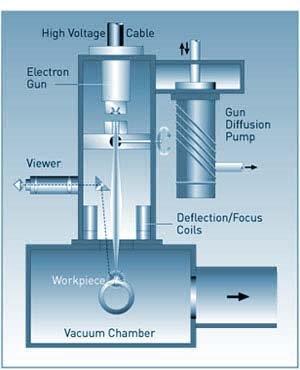
To accelerate the electron-beam to the required speed, the electron-beam generator uses an extremely strong electric field. In normal air, the charge is so strong that it risks creating electric arcs – in effect miniature lightning bolts – from the beam emitter. This reduces the control the operator has over beam intensity and can lead to erratic results. More importantly, the lightning arcs can severely damage the welding machine and component. The vacuum is essential to maintain stable beam control.
When Does EB Welding NOT Require A Vacuum?
Electron beam welding always requires a vacuum, except when it doesn’t! In some circumstances a non-vacuum electron-beam welding machine may be required. In these units a series of pressure chambers are used in place of the single vacuum chamber, in order to project the beam through the air with neither heat loss nor arcing.
This may be necessary when working on marine or offshore applications, or in the presence of sensitive materials, such as nuclear waste and petrochemical products.
Weld outcomes for non-vacuum EB welding are almost identical to those expected for vacuum machines, although the power output required to achieve the same weld penetration is slightly higher for non-vacuum machines, and the weld speed is lower.
Download Our FREE Best Practice Guide
Our team at Electron Beam Processes Ltd make us Europe’s leading EB welding specialist. To support businesses through the process we have made a Best Practice Guide available, which can be downloaded for free by clicking here. For all other questions please call +44 (0) 1844 241 4257.
![]()