Electron Beam Welding (EBW) is one of several methods used to weld metal components together. It differs from other processes in several important ways, which will be explained in this article. EBW has unique abilities for welding dissimilar metals, complex or curved components and precision parts.
Advantages
The main advantages of electron beam welding are:
- High weld strength
- Fast cycle time
- Little to no distortion
- Consistent weld quality
- Small heat zone with very little heat dissipation
- Variable weld depth
- Precision CNC control
Clients report reliably good results from using EBW on a broad range of projects. However, the success of a weld depends not just on the method itself, but on design, surface preparation and applicability to the specific project. This is an important decision, so it is worth briefly examining how EB welding works, the requirements for success and how the process differs from common alternatives.
How EB Welding Works
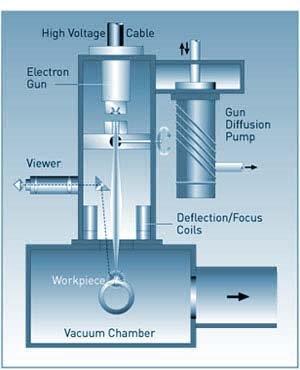
EB welding fires a high velocity beam of electrons at a weld joint – usually within a vacuum chamber.
The electron-beam is generated by an electron gun: constituting a high voltage power supply that feeds energy into an incandescent cathode, which in turn expels high-speed electrons. The beam is then focused and accelerated through a series of anodes and a focusing coil – which concentrates the beam by means of an electri0-magnetic field.
The energy intensity of EBW is 100-1000 times greater than Arc welding, as a result the beam vaporises a hole into the parent metal resulting in a deep, narrow weld and a weld speed 10-50 times faster. This also produces narrow Heat affected Zones (HAZ) and very low distortion.
The Electron Beam position is normally fixed and the components moved under the beam by conventional rotary and linear movement systems, with power and weld speed controlled by programmable systems.
There are many different varieties and sizes of electron-beam welding machine, but most follow a similar operating process:
1) The two parts are cleaned thoroughly to remove contaminants and demagnetised if ferrous based metals. This ideally should be done by the welder or contractor.
2) The parts are secured to their fixtures and attached to the welding machine’s CNC operated work movement system. This can be programmed to manoeuver the parts into position and make adjustments during the process.
3) The vacuum chamber is sealed and a vacuum created by expelling air from the chamber. Some materials, e.g. Titanium, require a higher level of vacuum for welding
4) The electron beam is aligned with the joint then generated to the appropriate power. Beam parameters can be manually or CNC adjusted during the cycle to maintain consistent weld quality.
5) The electron beam welding cycle is initiated.
6) After welding is complete, the vacuum chamber is re-pressurised, so it can be opened and the joined part removed.
7) Fixtures are removed, after which the part is subjected to a thorough inspection process. Non-destructive Fluorescent Penetrant crack testing is the most common quality control method. This is often used in tandem with visual inspection and/or radiography.
Requirements For Electron Beam Welding
For electron beam welding to be successful it should meet certain base conditions:
- EB welding works with a wide range of metals; including high and low carbon steel, stainless steel, most nickel and copper alloys and titanium. It can be successfully used to join two dissimilar metals: however, aluminium and other refractory metals exhibit variable results when joined to other metal types through EB welding.
- As electron-beam welding does not use filler material (in most circumstances), close attention should be paid to the joint design. The best joints have either planetary or circumferential configurations. Most designs are compatible with EB welding but it is critical that the fit requirements of the joint are taken into account at the design stage to ensure the closest abutment.
- EBW is a machine based process, usually samples representative of the production part are required to establish and demonstrate weld results. These settings can then be used for any future production requirements.
Alternative Welding Methods
The most commonly used alternative to EB welding is arc welding, where the weld area is melted by an electric current, leaving an arc of molten metal on the surface. This is a versatile process but can be slow and requires a lot of energy – usually with a dedicated power supply for each welding unit. Furthermore, the heat generated by arc welding sometimes has negative effects, affecting nearby components and warping the joint itself. Arc welding also requires stringent health and safety measures to protect operators from light, extreme heat and inhaled metal particles.
More Free Information
The approach you need to take with Electron Beam Welding depends considerably on the metals you work with, the component design, joint preparation and other factors. All these are covered in depth in our free Best Practice Guide.
For more information, please speak to one of our experts today by calling 0844 241 4257, or emailing [email protected].
![]()